Systèmes de trempe par induction
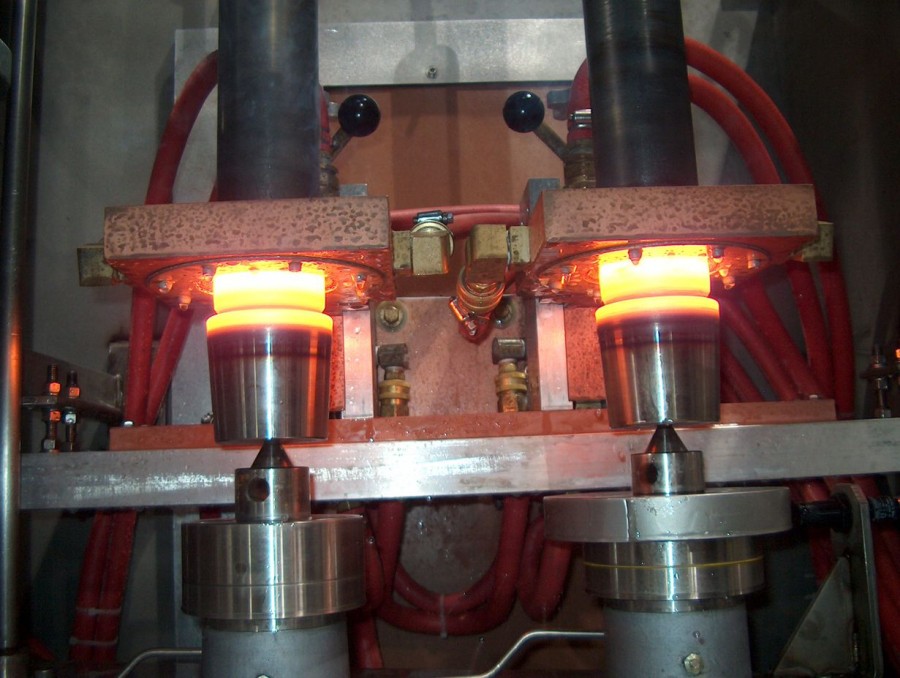
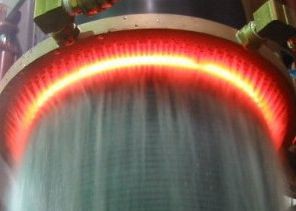
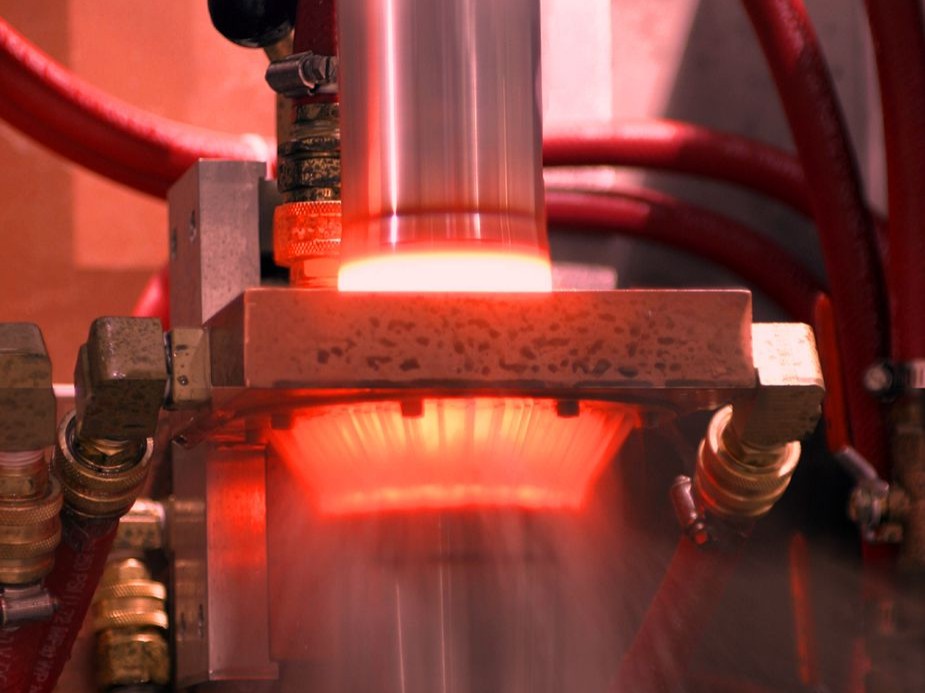
Au cours de la trempe par induction, celle-ci se limite généralement à la barrière de surface d’un composant, la transformation structurelle (austénitisation) résultant du principe de l’induction. Le composant trempé par induction est généralement « détendu » immédiatement après le processus de trempe. Cela s’obtient par le « revenu » du composant. Lors de la trempe par induction, on distingue systématiquement entre deux procédés : le procédé stationnaire ou stationnaire rotatif et le procédé à avancement. La condition de base pour la trempe par induction est une teneur minimale en carbone de l’acier à tremper.
Avantage de la trempe par induction :
- Courts temps de chauffe, faible calaminage
- Trempe partielle
- Déformation minimale des pièces à usiner
- Duretés reproductibles
- Courbe de dureté reproductible
- Faible consommation d’énergie
- Bonne compatibilité avec l’environnement
- Bonne intégration aux lignes automatisées
Nous nous ferons un plaisir de vous conseiller à ce propos.
N’hésitez pas à nous contacter au +49 6272-9217-500 !
Nos principaux produits dédiés à la trempe par induction

Idéal pour le chauffage inductif, le soudage et l'assemblage pour les constructions de moteurs électriques. Le châssis peut être en aluminium ou en fonte.Ideal for Inductive heating, soldering and joining for electric motor constructions. The chassis can be made of aluminium or cast iron.

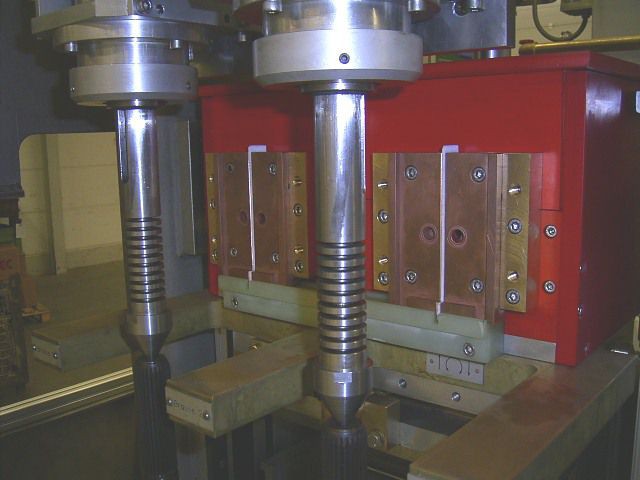
Machine universelle pour petites et moyennes longueurs de composants à rotation symétrique. Un changement des dispositifs permet également l’usinage de composants asymétriques.

Brasage / trempe simultanés de 3 à 5 pièces à usiner (également possible sous gaz protecteur).